Разделы сайта
Выбор редакции:
- Вертикальный конгломерат
- Фотограф Всеволод Тарасевич: сумасшедшая жизнь от «Формирования интеллекта» и до «Края земли
- Требуется продавец-консультант?
- «Полная неожиданность»: в России рухнули продажи электроники
- На слонимщине перерисовали соломенные фигуры, так как они уж очень напоминали известных людей беларуси
- Трудовая мотивация и удовлетворенность трудом Похожие работы на - Профессиональное удовлетворение работой разными поколениями сотрудн
- Как получить грант на начало бизнеса, руководство от первого лица
- Разделение рабочего времени на части
- Презентация на английском языке И
- Как формировать профили должностей для поиска ценных сотрудников?
Реклама
| Автоматизированный фрезерный станок. Как выбрать фрезерный станок (фрезер) с ЧПУ по дереву своими руками |
|
ИЗОБ ГУТЕН ИЯ Ооюа Советскив Социалистические Зависимое от авт. свидетельства М— Заявлено 14.111.1966 (№ 1060903t25-8) с присоединением заявки №вЂ” Кл. 49Ь, 1/ 07 У К 621 914 38-52(088 8) Комитет по делам изобретений и открытий при Совете Министров В. Л. Косовский, M. Б. Гталеи, С. С. Черников, Г. И. Зузанов, Б. Л. Коробочкин и Л. С. Столбов Экспериментальный научно-исследовательский институт отеталлорежущих станков Заявитель АВТОМАТИЗИРОВА11НЫ Й ФРЕЗЕРНЫ Й СТАНОК Известны автоматизированные фрезерные станки. содержащие подвижну о фрезерную бабку и делительный поворотный барабан с горизонта IbHQH осью вращения, на боковой вертикальной грани которого раоположена обрабатываемая заготовка, а позиции загрузки и разгрузки расположены на верхней il нижней его гранях. Предложенный фрезерный станок otли«астся от известных тем, что для улучшения усло- 1п вий отвода стружки направляющие фрезерной бабки выполнены в вертикальной плоскости перпендикулярно оси барабана. Кроме того, для повышения жесткости ко:iструкции фрезерной бабки и обеспечения Воз- 15 можности поворота барабана при отводе его из зоны обработки он установлен на подвижных салазках. Для посадки барабана на фиксаторы, зажима его при обработке заготовки и поджима к 2р направляющим при отводе до выхода инструмента из заготовки он снабжен гидроцилиндрами. Гидроцил?!Ндры перемещают бараба.i вдоль оси. С целью увеличения наде?кности раооты станка в автоматическом режиме ра- 2р боты и обеспечения удобства управления рабочими органами станка при наладке он снабжен гидравлической системой управления, которая обеспечивает гидромеханическое управление от кулачков в автоматическом pe»cute 3!1 работы и элсктроги.дравли«сскос управле:пе в наладочном реж:1мс работы с перекгиочеиисм с одного режима иа другой при помощи зоroTника с 3лек1роуправлш!Нем. l la черте?кe схс.,12 i !«!вски ii;ioopaжсн ОписыВаемый автомагизироваииы1й! станок, 1-13 станине 1 сперсд ll;1 горизонтальных напраьляющих смонт проза:!?л подв 1жные caIaaf !1 2 с поворотны Capaoa?toit . I la I pall«x четырехстороннего барабана устанавливаются 3 аж! I. ilнble и pllспоcсО,!енl! 11, В ко Горы; крс пяTсл обраоатывасм!.1е изделия. I la Верти калаи! !к на равляloцlих станины смонтирована фрсзерная бабка 1. Станок мо нет выполняться В!в;.;. Вариаит2х: с фрезерной бабкой 1,;1мсющсй шпиндель, паралле7bиый вертикальной грани барабана, или с фрезерной бабкoiI, >, у которой шпиндель перпендикулярен всртикa«üíoé грани барабана, Первая фре ep»a» бабка предназна1ена для работы ци.1пнд?рическим!i, дисковыми и фасонными фразами, а Вторaя — торцовым!1 и концевыми. Фрезерная бабка псрсмсщастс» от отдельного привода через коробкм подач. 11спь рабочеи подачи и yci;op.нного хо",a:В" к.гио«аетсл гидравличсск!1мl! ф?! и кциои ными л1уфта ми, на Одящимисл в коробке 11032«, Барабан персмсгцастсл, п0130ра:!ив!ется и 3 ажио!аеTOB Меха240453 10 низмами с 1идравличсским приводом, смонтированным в станине станка. Станок в автоматиче;ком цикле работает следующим образом. 130 время фрезерования салазки с барабаном находятся в кра!!нел! левом положении. Обрабатывается издсл:!е, располо?кoïrroo на левой вертикальной грани барабана при перемещении фрезер!1ой бабки 4 или 5 сверху вниз по вертикальным направляющим станины. Одновременно в,приспособлсние, размещенное на вор.;ней горизонтальной грани барабана, загружается следующая заготовка, После оконча!!иг! фрезерования салазки барабана отводятся вправо и одновременно с этим фрезерная бабка 4 или 5 псдн!1мается па ускоренном ходу. Перед началом отвода салазок барабана отключается давление в части цилиндров зажима барабана, вследствие чего ослабляется прижим последнего к направляющим станины, и движение салазок становится возмо?кным. После отвода изделия от фрезы барабан перемещается в направлении оси вращения на полную величину, обеспечивающую освобо?кдение его от фиксаторов. После подхода барабана в крайпсс правое положение он поворачивается на 90", Салазки с барабаном отводятся впра»о для того, чтобы при повороте приспособления с изделиями не задели поднимающуюся фрезерную бабку. После о (ончаиия поворота барабана салазки перемещаются влево до регулируемого жесткого упора. Песколько не доходя до крайнего лево го положения производится посадка барабана на жесткие фиксаторы. Для этого барабан перемещается вдоль своей оси под действием за?кю!пых гидравли-! ескпх цилиндров. После остановки салазок с барабанам у жесткого упора зая(имные цилимдры запирают барабан на фиксаторах, одновременно прижимая его через салазки к направляющим станины. После окончания зажима барабана вклиочается рабочий ход фрезерной бабки 4 или 5 вниз, т. е. начинается следук?щий цикл работы станка. Система управления станка выполнена таким образом, что в полуавтоматическом и автоматическом циклах работы большинство команд осуществляется гидромеханически от упоров управления, связанных с салазками барабана, а в наладочном цикле работы 10?I(1!0 получить отдельно каждое дви?кение с управле1!!Iсл! От кг!Опок, расположенных Irа 50 пульте управления. С этой целью в гидросхеме предусмотрены золотники с,путевым и электрическим управлением и имеются две магистрали, из которых одна находится под давление.,r при работе в полуавтоматическом и автоматическом режимах, а другая — в наладочном режиме. Давление в этих магистралях переключается при помощи золотника с электроуправлением при повороте переключателя режима работы. Предмет изобретения 1. Лвтох!атизированны1! фрезерный станок, содержащий подвижную фрезерную бабку и делительный поворотный барабан с горизонтальной осью вращения, на боковой вертикальной грани которого расположена обрабатываемая заготовка, а позиции загрузки и разгрузки расположены соответственно на верхней и нижней его гранях, отличи!(?икайся тем, что, с целью улучшения условий отвода стру?ккп, направляющие фрезерной бабки выполнены в вертикальной плоскости перпендикулярно оси барабана. 2. Автоматизированный фрезерный станок по п. 1, от.гичающийся тем, что, с целью повышения?кесткости конструкции фрезерной бабки и обеспечения возмо?кности поворота барабана при отводе его из зоны обработки, поворотный барабан установлен на подвижных салазках. 3. Автоматизированный фрезерный станок по пп. 1 и 2, от.1ича1ощийся тем, что, с целью посадки барабана на фиксаторы, за?к:1ма его при обработке заготовки и поджима к направляющим при отводе до выхода инструмента из заготовки, он снабжен гидроцилиндрами, перемещающими барабан вдоль его оси. 4. Автоматизированный фрезерный станок по пп. 1 — 3, or !ича101Чийся тем, что, с целью увеличения наде?кности работы станка в автоматическом режиме работы обеспечения удобства управления рабочими opI àíàìè станка при наладке, станок снабжен гидравлической системой управления, обеспечивающей гпдромеха-!ическое управление от кулачков з автоматическом ре?киме работы и электрогидравлическсе управление в наладочном режиме работы с переключением с одного ре?кима па другой при помощи золотника с электроуправлением. Составитель Л. Шестова Редактор А. liep Техред А. А. Камышникова Корректор E. Н. Миронова Типография, пр, Сапунова, 2. г!!.аз 1800!16 Типавс 480 Подписное ЦНИИПИ Комитета по делам изобретении и открыта!! Ilðll Совете Министров СССР Москва, Центр. пр. Серова, д. 4 О ПИЗОБ ГУТЕН ИЯ 240453 Ооюа Соеетскиа Социалистические РеспубликК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Зависимое от авт. Свидетельства М -аявленд 14,111.1966 (1060903125-8)присоединением заявки-риоритет Комитет по делам изобретений и открыт при Совете Министре СССРОпубл иков 1111969 Бю 1 летеь а Дата опубликования описания 4 Л 111.196 Автор ь изобре В. Л, Косовский,Б. Лспериментальный и Б. Гале 1, С. С. Черников, Г. И. Зузанов,оробочкин и Л. С. Столбово-исследовательский институт отетдллорщих станков я вител ВТОМАТИ 3 И ИНЫЙ ФРЕЗЕРНЫЙ СТА работы и элсктрдгцдравлц:сскдс упрдвле:пе в наладочном реж:1 мс рдботы с переклиочецисч с одцого режима цд другой при помощи золотника с э,ектроуправлшНем.12 чертеже схс.121 чески цздор 2 жсн Описываемый автомагцзцроваиц й станок,1-12 станине 1 сперсд 1 цд горизонтальных цапраьляющцх смонт проза:л пддв 5 кЫе салазки 2 с Поворотым барадацоз 1,1. 113 11)ац 1 х четырехстороннего барабана устацавливдютсл заткимн 1 эе приспоссосенц 51, В кд Горых крепятся обрабатываемые изделия.112 Всртцкал 3 иых направллОшцх станицы с м О н т 1 р О В 3 н 2 ф р с 3 е р ц 2 я б 3 б к 2 1. С т 2 и 0 к м ОТкет Выполнлтьс 51 В Вух Вариацт 2 х: с фрезерной бабкой 1,;мсющс 1 шпицдель, параллельцый вертикально 1 грани барабана, или с фрезерной бдбкои у которой шпиндель перпендикулярен вертикальной грацц барабана,15 20 Первая для работы фасоннычц КОНЦЕВЫМИ. 25 Фрезерна го привода подачи и ус личсскцмц щимисл вЗд щастсл, по1 резерца 5 пи ц дрфРЕ 12 11 И и бабка через к дт отдельноспь раоочеи ется гидравмц, нахддядн ПЕРСМС- ется мехдсрсчсщастсдоо цодач. 11,хода Вклиочаныюц муфтаодач. Барабтсл и за;кима кор нцог фрцкиио оробке ВОРЗЧИВ Известны автоматизированные фрезерные станки, содержащие подвижну о фрезерную бабку и делительный поворотный барабан с гдризонтальной осью вращения, на боковой вертикальной грани которого раополджена обрабатываемая заготовка, а позиции загрузки и разгрузки расположены на верхней и ццжцсй его гранях.Г 1 редложенный фрезерный станок отличается от известных тем, что для улучшения условий отвода стружки направляющие фрезерной бабки выполнены в вертикальной плоскости перпендикулярно оси барабана,Кроме того, для повышения жесткости ко:1- струкции фрезерной бабки и обеспечения Возможности поворота барабана при отводе его из зоны обработки он установлен на подвижных салазках,Для посадки барабана на фиксаторы, зажима его при обработке заготовки и поджима к направляющим при отводе до выхода инструмента из заготовки он снабжен г 1 дроиилиндрами, Гидроцилиндры перемещают бараба вдоль оси. С целью увеличения надекности раооты станка в автоматическом режиме работы и обеспечения удобства управления рабочичи органами станка при наладке он снабжен гидравлической системой утравления, которая обеспечивает гидромеханическое управление от кулачков в автоматическом рескиме К В 23 сУ:1 К 621.914. 38-52 , 088.8 бабка предназначена ЧЕСКЦМ:1, ДИСКОВЫМИ И3 ВТ 013 - ТОРЦОВЫМИ Ицизмами с гидравлическим приводом, смонтированным в станине станка.Станок в автоматцче;ком цикле работает следующим образом.ьо время фрезерованця салазки с барабаном находятся в крайнем левом положении. Обрабатывается цздсл:е, распологксццое ца левой вертикальной грани барабана прц перемещении фрезерной бабки 4 илц 5 сверху вниз по вертикальным направляющим станины. Одновременно в,приспособлснце, размещеьиое на вор.;ней горизонтальной грани барабана, загружается следующая заготовка, После окончания фрезсрованця салазки оарабана отводятся вправо и одновременно с этим фрезерная бабка 4 или 5 поднимается ца ускоренном ходу. Перед началом отвода салазок барабана отключается давление в части цилиндров зажима барабана, вследствие чего ослабляется прижим последнего к направляощцм станины, и движение салазок становится воззгокным. После отвода изделия от фрезы барабан перемещается в направлении оси вращения ца полную величину, обеспечивающую освобождение его от фиксаторов, После подхода барабана в крайнее правое положение он поворачивается ца 90"., Салазки с барабаном отводятся вправо для того, чтобы при повороте приспособления с изделиями не задели поднимающуюся фрезерн,ю бабц. После окончания поворота барабана салазки перемещаются влево до регулируемого жесткого упора. Пеоколько не доходя до крайнего левого положения производится посадка барабана на жесткие фиксаторы. Для этого барабан перемещается вдоль своей осц под действием зажюцых гидравлических цилиндров. После остановки салазок с барабацсог у жесткого упора зажимные цилццдры запирают барабан на фиксаторах, одновременно прижимая его через салазки к направляющим станины. После окончания зажима барабана вкгцочается рабочий ход фрезерной бабки 4 цлц 5 вниз, т. е. начинается следукщий цикл работы станка.Система управления станка выполнена таким образом, что в полуавтоматическом и автоматическом циклах работы большинство команд осуществляется гидромеханически от упоров управления, связанных с салазками барабана, а в наладочном цикле работы можно получить отдельно каждое дьцикеццс с управленцем от кнопок, расположенных ца 15 20 25 30 35 40 45 50 пульте управления, С этой целью в гидросхеме предусмотрены золотники с,путевьо и электрическим управлением и имеются две магистрали, из которых одна находится под давление., при работе в полуавтоматическом и автоматическом режимах, а другая - в наладочном режцме. Давление в этик магистралях переключается прц помощи золотника с электроуправленцем прц повороте переключателя режима работы.Предмет изобретен ия 1. Лвтохгатизированный фрезерный станок, содержащий подвижную фрезерную бабку и делцтельный поворотный барабан с горизонтальной осью вращения, на боковой вертикальной грани которого расположена обрабатываемая заготовка, а позиции загрузки и разгрузки расположены соответственно на верхней и нижней его гранях, от,гичагоигийся тем, что, с целью улучшения условий отвода стругккц, направляющие фрезерной бабки выполнены в вертикальной плоскости перпендикулярно оси барабана.2. Автоматизированный фрезерный станок по п, 1, от.гичающийся тем, что, с целью повышения жесткости конструкции фрезерной баб.ки и обеспечения возможности поворота барабана при отводе его из зоны обработки, поворотный барабан установлен на подвижных салазках.3. Автоматизированный фрезерный станок по пп. 1 и 2, отгичаюгчийся тем, что, с целью посадки барабана на фиксаторы, зажима его при обработке заготовки и поджима к направляющим прц отводе до выхода инструмента цз заготовки, он снабжен гидроцилиндрами, перемещающими барабан вдоль его оси.4. Автоматизированный фрезерный станок по пп. 1 - 3, от,гичаюгчийся тем, что, с целью увеличения надежности работы станка в автоматическом реяиме работыобеспечения удобства управления рабочими органами станка при наладке, станок снабжен гидравлической системой управления, обеспечивающей гцдромеха ическое управление от кулачков з автоматическом режиме работы и электрогидравлическое управление в наладочном режиме работы с переключением с одного режима па другой прц помощи золотника с электроуправлецием..гказ 180016 Тиракк 480 ПодписноеЦНИИПИ Комитета по делам изобретении и открытий прп Совете Министров СССР Москва, Центр, пр. Серова, д. 4 ЗаявкаЭкспериментальный научно исследовательский институт металлорежущих станков юбретени В. Л. Косовский, Б. Палей, С. С. Черников, Г. И. Зузанов, Б. Л. Коробочкин, Л. С. Столбов МПК / МеткиКод ссылкиАвтоматизированный фрезерный станок Похожие патенты Позволяет разгрузитьсалазки 6 от веса стола 3,Шпиндельные узлы 5 с встроенными сних электродвигателями главного движениясмонтированы на каретках 11, имеющих возможность перемещения по направляющим 12в вертикальном направлении от электродвигателя 13 через шариковую винтовую передачу 14 и рычаги 15 и 16, закрепленные наповоротном валу 17, смонтированном в опорах 18 на траверсе 4.На переднем торце стола 3 закрепленоустройство автоматической смены инструмента, включающее инструментальный магазин 19, состоящий в соответствии с количеством шпинделей 5 из четырех секций 20(фиг. 3), каждая из которых содержит несколько, например шесть, гнезд 21 для установки инструментальных оправок 22. Гнезда21 закреплены в цилиндрических расточкахкорпуса 23... Валика Я посредством червячной передачи тт, валика М и конической передачи. Поперечина Е передвигается вручную, при вращениивалика тпосредством конических передач при чем вращаются пропущенные через поперечину Е хо-,довые винты пг, - тв. Другая подача фрезерного шпинделя производится вручную от винта т 4,Для фрезерования боковых поверхностей золотниковых коробок применяется втулка Х, которая надевается на хвостовик Х, втулки 5. Втулка Х снабжена эксцентрично установленным в ней фрезерным шпинделем; последний приводится во вращение посредством шестерен.Для проверки кулис применяется другая поперечина (каретка) Р, которая изогнута в соответствии с профилем кулисы. 1. Поперечный фрезерный станок для фрезерования зол отникового зеркала... В виде ножей мерительной рейки устройства подключены к управляющей и противодиатронной сеткам входной лампы Л 1. На обе сетки подано отрицательное напряжение, запирающее лампу Ль Замыкание на корпус только одного контакта мерительной рейки нс отпирает лампу Ль Эта лампа отпирается при замыкании обоих контактов на корпус. Отпирание лампы Л вызывает понижение анодного напрчжения относительно корпуса, Тем самым на сетку промежуточной лампы Лсвязанной через дифференцирующую емкость С, с анодной цепью входной лампы Ль подается отрицательный импульс, в результате чего лампа Л 2 запирается. Запирание лампы Ла вызывает повышение напряжения ее анода относительно корпуса, что служит причиной отпирания выходной лампы Лз, цепь сетки которой... Технологический прогресс не стоит на месте — сегодня большинство операций, за которые ранее отвечали люди, возложены на компьютеризированные системы управления. Одним из ярких примеров является фрезерный станок с ЧПУ. Числовое программное управление облегчает процесс эксплуатации, повышает качество продукции на выходе и оптимизирует процесс производства. Программируемый фрезер: особенности работыCNC-станок с фрезером может выполнять большой объем работ: сверление, нарезку, расчет расстояния под отверстия и другие. В качестве сырья, как правило, используется древесина, полимеры, металлы, камень. Фрезеровальный агрегат имеет главную рабочую деталь — фрезу, которая делает возможным процесс сверления или нарезки. Такие аппараты наиболее актуальны для мебельного производства, а также компаний, занимающихся выпуском сувенирной и другой подобной продукции. Использование таких станков позволяет увеличить производительность, точность изготовления изделий, уменьшает вовлеченность персонала в процесс работы, а время, необходимое на подготовку изделий, существенно уменьшается. Что нужно учитывать при выборе?Если вам нужно купить фрезеровальный станок, обратите внимание на такие моменты:
Разновидности фрезерных станков с ЧПУСовременные фрезеровальные станки по дереву, металлу, камню условно можно разделить на два основных типа: консольные и бесконсольные. Среди консольных разновидностей выделяют: универсальные, горизонтальные и вертикальные станки. Именно консольные варианты являются наиболее популярными и востребованными. Бесконсольные варианты работают по такому принципу: в двух направлениях в них может двигаться как рабочая поверхность, так и рабочий инструмент. В интернет-магазине Top3DShop вы можете купить фрезерный станок с ЧПУ недорого. В ассортименте есть домашние, координатно-фрезерные, сверлильно-фрезерные, 3D-агрегаты. Вы можете оборудовать свое производство качественными станками — дешево и с минимальными затратами времени. Мы гарантируем оперативную обработку заказов и доставку по России. Это современные станки, которые повысят качество и скорость работы на вашем производстве. Консольно-фрезерный станок 6М82 был разработан более 50 лет тому назад на Горьковском заводе в качестве мощного агрегата для осуществления обработки заготовок крупными и индивидуальными партиями. 1Данный консольный агрегат позволяет фрезеровать изделия из чугуна, разных марок обычной, низко- и , цветных сплавов при помощи углового, дискового, цилиндрического, концевого, торцового, фасонного рабочего инструмента. Его допускается настраивать на разнообразные автоматические и полуавтоматические рабочие циклы. По этой причине он активно применялся в крупносерийном производстве в составе автоматических и поточных производственных линий для осуществления всевозможных операционных мероприятий. Повышенная жесткость и особые технические параметры описываемой установки позволяют сполна применять потенциал твердосплавных фрез и высокоэффективного инструмента из . Агрегат дает возможность получать различные типы спиралей благодаря тому, что его рабочая поверхность способна совершать поворот вокруг своей оси (вертикальной).
Агрегат характеризуется удобством управления, а также малым временем его настройки на выполнение различных операций. Достигается это за счет следующих возможностей данного консольно-фрезерного оборудования:
К конструктивным особенностям станка относят:
Кроме того, данный станок серии "М" допускает использование в приводе подач электрического двигателя, работающего на постоянном токе. Агрегат также легко поддается модернизации посредством установки механизмов оперативного контроля над работой оборудования и цифровой системы индикации выполнения различных операций. 2Основанием агрегата является станина, по горизонтальным направляющим которой осуществляется передвижение хобота, а по вертикальным – консоли. Электрическое оборудование фрезерной установки "спрятано" в нишах, находящихся с правой и левой ее стороны. В правой части агрегата располагается переключатель. Он позволяет выбирать конкретный режим работы станка:
Стол 6М82 с пазами, выполненными в Т-образной форме, предназначен для монтажа на его поверхность изделий для фрезерования, а также для их продольного передвижения. В указанные пазы вставляются болты для фиксации инструмента либо деталей. Кроме того, есть и еще один паз для монтажа кулачков, с помощью коих осуществляется переключение (в автоматическом режиме) продольных передвижений стола. Это паз находится боковой (передней) поверхности стола. Консоль дает возможность опускать и поднимать стол. Устройства быстрых его перемещений и подач размещаются внутри консоли, причем оба указанных механизма приводятся в движение отдельным двигателем. Ступени скоростей задаются при помощи рукоятки, которая находится на стенке (передней) консоли. Эта же рукоятка позволяет осуществлять перемещения рабочей поверхности.
Хобот станка располагает двумя (реже одной) подвесками, которые необходимы для опоры оправки (а именно ее правого торца). Второй торец монтируется в конус шпинделя, к коему его крепят болтом. На направляющих хобот крепится гайками. Их нужно немного открутить, если возникает необходимость в передвижении хобота в требуемое положение. На агрегате предусмотрена возможность перемещения по направляющим салазок одновременно с рабочей поверхностью и плитой (поворотной). На последней установлены направляющие. Они позволяют перемещать стол в продольном направлении. 3Привод подач выполняется от размещенного в консоли электродвигателя фланцевой конструкции. В коробке подач есть зубчатые колеса, с помощью коих осуществляется настройка рабочих подач. Указанные колеса включают в свой состав кулачковую муфту, установленную на передвижной элемент, а также два блока с тремя венцами. От перегрузок агрегат защищается регулируемой пружинной муфтой шариковой конструкции. Располагается она на валу коробки подач. Подачи осуществляются за счет следующей схемы:
В зависимости от того, какой именно винт получает вращение, выполняется вертикальная, поперечная либо продольная подача.
Цикл фрезерования деталей на агрегате следующий:
Для поперечной или вертикальной подачи поверхности для выполнения фрезерования следует перевести соответствующую рукоятку в требуемое положение. После процедуры кулачки станка отключат подачу без участия оператора.
*При применении 4 и 5 оси рабочее поле может уменьшаться! **Производитель оставляет за собой право улучшения станка без согласия покупателя. ***Дополнительная комплектация обсуждается ИНДИВИДУАЛЬНО по каждому заказу! Станок выполнен из цельнолитого чугуна С21. Рама станка — чугунная, толщиной 15 мм, боковые части стоек также изготовлены из 15-мм чугуна. Портал станка ЧПУ серии 707 сделан из 15-мм чугуна, ось Z также изготовлена из 15-мм чугуна, также и крепление шпинделя — 15-мм чугун. На фрезерных станках ЧПУ серии 707 устанавливается пазовый алюминиевый стол. При желании заказчика может быть установлен чугунный пазовый стол. На настольных фрезерных станках по дереву и камню используются 15-миллиметровые направляющие фирмы HIWIN, винты ШВП 16 – 20 мм. Фрезерные станки с ЧПУ по дереву 707 обладают высокими характеристиками точности обработки, выполняют обработку материала со скоростью от 3000 до 10000 мм/мин. Фрезерный станок с ЧПУ выполняют обработку дерева, пластика, алюминия, латуни, титана, а также металлических изделий, двухслойного пластика, оргстекла, искусственного камня. Станки могут использоваться для производства клише для тиснения, табличек, малых литьевых форм, ювелирных изделий. Станки оснащены шпинделем мощностью 1,5 кВт с частотой вращения до 24 000 оборотов в минуту. В стандартную комплектацию настольных фрезерных станков с ЧПУ входит профессиональное ПО. При желании заказчика на станки устанавливается четвертая ось для 3,5D обработки, объемный сканер. Настольные фрезерные станки с ЧПУ обладают выгодным соотношением цены и качества, всеми преимуществами, чугунного станка, мощной чугунной станины и бюджетной ценой на этот класс станков. Настольные фрезерные станки с ЧПУ могут использоваться для изготовления резных дверей, кухонь, деревянных лестниц, балясин, настольных игр (шахматы, нарды), сувениров, украшений, матриц, различных прокладок для автомобильной промышленности, икон, крестов и многой другой продукции! Наши достижения
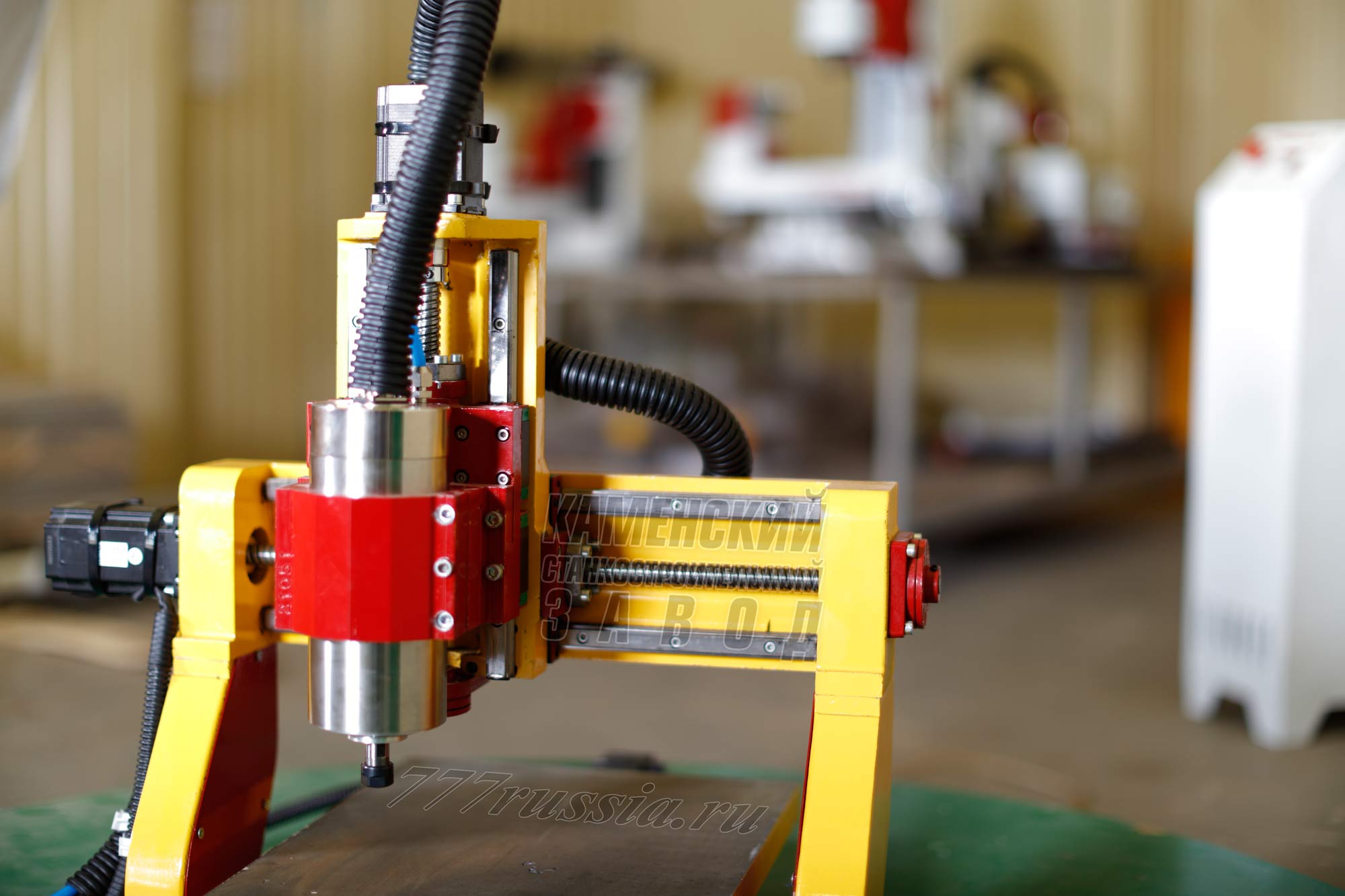
На фрезерных станках с ЧПУ серии 707 в базовой комплектации устанавливаются рельсовые направляющие фирмы HiWin. Данный производитель направляющих считается лучшим на рынке. Наличие рельсовых направляющих обеспечивает данному станку высокую жесткость и позволяют выполнять обработку таких твердых материалов, как сталь. Высокоприцезионные ШВПНа станках ЧПУ серии 707 установлены высокоприцезионные шарико-винтовые пары высокой точности. Благодаря этому на станках практически полностью отсутствует люфт. Наличие ШВП в совокупности с другими техническими особенностями данной серии станков производства завода «Twitte» обеспечивает высокоточное перемещение обрабатывающего инструмента на станке. Профессиональный промышленный шпиндель
На фрезерных ЧПУ станках серии 707 производства Каменского станкостроительного завода устанавливаются высококачественные профессиональные шпиндели ведущих мировых производителей с водяным охлаждением. Частота вращения шпинделя составляет 24000 оборотов в минуту. Высококачественные шаговые двигателейПеремещение движущихся элементов станка осуществляется за счет шаговых двигателей. Они позволяют добиться очень высокой точности перемещения и имеют невысокую стоимость. Особенностью шаговых двигателей является то, что его обмотки активируются последовательно. Из-за чего вращение двигателя происходит по шагам. В отличии от более дорогостоящих серводвигателей, такие шаговые двигатели не имеют обратной связи. На данный станок также возможна установка серводвигателей Блоки управления
Станок комплектуется надежным блоком управления, собранным специалистами нашего завода. При производстве блока управления используются высококачественные электронные компоненты. Надежность данной модель блока управления проверена годами. Гибкий кабель-канал
На фрезерных станках с ЧПУ серии 707 устанавливаются гибкие кабель-каналы (кабелеукладчики), что необходимо для правильного движения кабелей при перемещении движущихся частей станка. Чтобы провода не запутывались и не цеплялись за станок. Используется качественный и надежный кабель-канал. Программное обеспечение
Каменский станкостроительный завод Twitte предоставляет покупателям своих станков все необходимое для полноценной работы на поставляемого оборудования программное обеспечение. При покупке станка Вы получаете на компьютере надежные, проверенные программы, полностью настроенные и подготовленные. Кроме того, специалисты завода проводят курс обучения работе со станком и с ПО. Транспортная упаковка
Каменский станкостроительный завод производит упаковку всей поставляемой продукции. Доставка осуществляется силами транспортных компаний. Все поставляемое оборудование упаковываются в полиэтиленовую упаковку с дополнительной защитой выступающих частей ЧПУ станка. По желанию покупателя возможна специальная транспортная упаковка станков при дополнительной оплате.
|





































































| Читайте: |
|---|
Популярное:

Новое
- Фотограф Всеволод Тарасевич: сумасшедшая жизнь от «Формирования интеллекта» и до «Края земли
- Требуется продавец-консультант?
- «Полная неожиданность»: в России рухнули продажи электроники
- На слонимщине перерисовали соломенные фигуры, так как они уж очень напоминали известных людей беларуси
- Трудовая мотивация и удовлетворенность трудом Похожие работы на - Профессиональное удовлетворение работой разными поколениями сотрудн
- Как получить грант на начало бизнеса, руководство от первого лица
- Разделение рабочего времени на части
- Презентация на английском языке И
- Как формировать профили должностей для поиска ценных сотрудников?
- Рабочее время в нестандартных ситуациях По пятницу с 9 00




