Разделы сайта
Выбор редакции:
- Вертикальный конгломерат
- Фотограф Всеволод Тарасевич: сумасшедшая жизнь от «Формирования интеллекта» и до «Края земли
- Требуется продавец-консультант?
- «Полная неожиданность»: в России рухнули продажи электроники
- На слонимщине перерисовали соломенные фигуры, так как они уж очень напоминали известных людей беларуси
- Трудовая мотивация и удовлетворенность трудом Похожие работы на - Профессиональное удовлетворение работой разными поколениями сотрудн
- Как получить грант на начало бизнеса, руководство от первого лица
- Разделение рабочего времени на части
- Презентация на английском языке И
- Как формировать профили должностей для поиска ценных сотрудников?
Реклама
| Круглопильный д о станок ц 6 2. |
|
В частных мастерских, а также в производственных цехах востребованы универсальные круглопильные станки . Такое оборудование имеет хороший функционал, оно подходит для работы с древесными пиломатериалами, которые имеют значительную длину и ширину. Одним их самых популярных на рынке является станок круглопильный Ц6-2. Его целесообразно применять при работе с:
Он способен выполнять продольную, а также поперечную распиловку. Также его можно использовать для разреза материалов под углом, диапазон составляет от 45 до 90 градусов. Круглопильный станок: характеристики и ключевые достоинстваКруглопильный станок Ц6 отличает удобство эксплуатации. Это обусловлено тем, что он:
Вся конструкция этого станка произведена из высоконадежных жестких сплавов. Ввиду этого гарантирован минимальный износ ходовой части, а также длительный эксплуатационный период оборудования. Основные технические характеристики моделиСтанок круглопильный Ц6-2 благодаря своему функционалу и техническим параметрам идеально подходит для оснащения небольших деревообрабатывающих цехов, которые специализируются на изготовлении мебели и столярной продукции. У данной модификации круглопильного станка характеристики следующие:
Вес данной модели составляет 650 килограммов, поэтому она подходит для стационарного размещения. Технические характеристики круглопильного станка Ц6-2(К)
Круглопильный станок Ц-6-2 справляется как с продольной, так и с поперечной распиловкой различных материалов. К ним относятся древесные плиты, брусья, доски, листовые и плитные материалы по типу ДСП. Возможно, осуществление распила под углом 45-90 градусов. Особенности круглопильного станка Ц-6-2 жесткая цельносварная станина особой коробчатой формы. Оснащение чугунным рабочим столом. Крепление для направляющей линейки оборудовано непосредственно на столе. Элемент безопасности - имеется ограждение патрубка и пилы для стружкооткоса, а также когтеобразная защита от обратного произвольного выброса заготовочных материалов. Круглопильный станок Ц-6-2 оснащен механизмом, позволяющим регулировать длину выступания диска для пиления над рабочей столешницей. Круглопильный станок Ц-6-2 также имеет торцовочную каретку повышенного хода. Это позволяет осуществлять распил древесины как под углом, так и поперек. Особенность каретки позволяет осуществлять обработку длинномеров. На каретке имеется удобная направляющая хода древесины линейка. Круглопильный станок Ц-6-2 выполнен из надежных жестких сплавов, что гарантирует его длительную службу и минимальный износ ходовой части. Масса снаряженного круглопильного станка составляет 650 кг. Характеристики Ц-6-2
Станки серии Ц6-2 предназначены для выполнения различных типов распиловок древесных материалов. Они предназначены для комплектации цехов по производству мебели или деревообрабатывающих предприятий. Использование в домашних условиях нецелесообразно, так как станок рассчитан для интенсивной эксплуатации. Конструкция и компоненты станкаЭтот тип деревообрабатывающих станков выпускается несколькими предприятиями. Каждая модификация имеет определённые отличия, влияющие на технические параметры и эксплуатационные качества. Но в целом компоновка элементов у них одинакова. Главное качество оборудования заключается в многофункциональности. Благодаря продуманным элементам возможно выполнять различные типы резов: вдоль и поперек волокон, под углом. Конструкция состоит из станины, на которой размещаются все компоненты. С помощью суппорта можно изменять положение подающего стола, регулировать его по высоте. На нем находится каретка, которая служит направляющим элементом при подаче пиломатериалов. Для повышения качества обработки и точности в конструкции есть несколько линеек. Ограждения предназначены для повышения уровня безопасности эксплуатации. В зависимости от завода изготовителя различают следующие модификации станка Ц6-2:
Помимо этих моделей существуют и другие модификации станка. Однако отличия в конструкции у них минимальны. Материал для обработки подается вручную. Несмотря на наличие направляющих и защитных ограждений следует соблюдать технику безопасности при работе.
Технические характеристикиОбзор функциональных качеств станка следует начать с изучения его технических характеристик. Так как этот тип оборудования предназначен для комплектации мелкосерийных производственных линий – особое внимание уделяется эксплуатационным параметрам. Масса станка напрямую зависит от типа модификации. Так, вес оригинальной модели со встроенным стружкопылесосом составляет 815 кг. Для модели с литерой «К» этот параметр равен 405 кг, а обозначением «Т» имеет вес 620 кг. Эту разницу необходимо учитывать при обустройстве места для установки. Такая же разница есть и у размеров оборудования. Оригинальная модель имеет габариты 161*150,5*115 см. Модификация с литерой «К» — 141*160*109,5 см, с обозначением «Т» — 138*130*125 см. Технические характеристики моделей круглопильного оборудования Ц6-2: 
Сведения о производителе круглопильного станка Ц6-2Производители и модификации круглопильного станка Ц6-2:
Условное обозначение деревообрабатывающих станковДеревообрабатывающие станки и оборудование имеют условное обозначение (индексацию) буквами и цифрами. Буквенная индексация состоит из начальных букв наименования типа или вида станка. Первая буква означает тип, вторая и третья- основной признак станка.
Буква А обозначает наличие элементов автоматизации. Например: СвПА-сверлильно-пазовальный с автоподачей. Цифра, стоящая сразу после букв или между ними, обозначает основные параметры станков (число режущих инструментов или ширину строгания в мм, см, дм). Например:
Цифра, стоящая после дефиса, обозначает номер модели станка, например:
Ц6-2 Станок круглопильный универсальный с торцовочной кареткой. Назначение, область примененияСтанок круглопильный универсальный модели Ц6-2 предназначен для продольной и поперечной распиловки досок, брусьев, древесных плит и листовых материалов (ДСП, ДВП, фанера, бумажно-слоистый пластик и т.п.). Станок является оборудованием общего назначения для деревообрабатывающих производств. На станке возможно выполнение следующих технологических операций:
Помещение, где устанавливается станок, должно соответствовать требованиям класса П-II по ПУЭ. Станок может эксплуатироваться в диапазоне температур от +10 до +40°C, при средней относительной влажности воздуха не более 80%, высоте над уровнем моря до 1000 метров в не взрывоопасной среде, при отсутствии прямого воздействия атмосферных осадков. Станок соответствует ГОСТ 12.2.026-81 ССБТ «Оборудование деревообрабатывающее. Станки круглопильные. Требования безопасности.» Общий вид круглопильного универсального станка Ц6-2(К) (Кировский станкостроительный завод)
Общий вид круглопильного универсального станка Ц6-2Д (Станкостроитель г. Днепропетровск)
Общий вид круглопильного универсального станка Ц6-2ИТ (ТехСнаб г. Иваново)
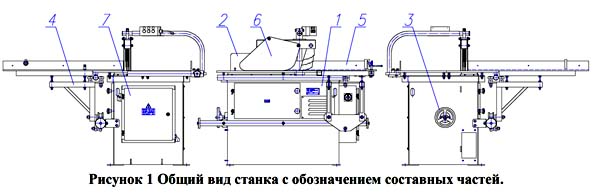
Перечень составных частей круглопильного универсального станка Ц6-2(К):
Ц6-2 Устройство и принцип работы круглопильного универсального станкаОбщий вид станка с обозначением органов управления показан на рисунке 1. Станок имеет две кнопки управления: «Пуск» и «Стоп» расположенные на кронштейне ограждения. Устройство станка Ц6-2Описание основных узлов станка: - Станина представляет собой жесткую сварную коробчатую конструкцию, накрываемую плоским столом. Внутри станины с подвеской к ней размещаются суппорт с приводом и механизм регулировки высоты пильного диска над столом станка. - Суппорт представляет собой жесткую качающуюся раму, в передней части которой расположен шпиндель, сзади - шарнирная подвеска крепится к станине станка. В нижней части рамы предусмотрены шарнир для крепления рычагов подъема – опускания суппорта и отверстия для подвижной подмоторной плиты привода станка. На подвижной плите смонтирован электродвигатель. Рычаги подъема – опускания в нижней части крепятся шарнирно к раме станка, а в середине рычагов установлена гайка. - Ограждение служит для ограждения пильного диска во время работы станка и предотвращения вылета заготовки на оператора. Оно представляет собой опрокинутый сварной короб над пильным диском, к боковым стенкам которого подвешены когтевые упоры. Ограждение подвешено на трубчатом кронштейне к столу станка. Ограждение охватывает выступающую часть пильного диска и расклинивающий нож. - Линейка направляющая служит для направления материала при продольном распиливании. Представляет собой подвижную балку, перемещаемую по столу станка параллельно плоскости пильного диска. Линейка закреплена на подвижном ползуне, перемещаемом по цилиндрической штанге, закрепленной под передней кромкой стола. В выбранном месте линейка фиксируется зажимом. - Каретка служит для перемещения и направления пиломатериалов, брусковых и щитовых заготовок при точной поперечной и под углом к пласти распиловке. Представляет собой консольный, подвижный столик, установленный в одной плоскости с основным столом станка. Перемещается вручную на роликовых опорах по цилиндрическим направляющим штангам, установленным под левой боковой кромкой стола параллельно пильному диску. Ролики каретки установлены на эксцентриковых осях, что позволяет регулировать положение каретки по высоте и наклону. У задней кромки каретки расположена поворотная базовая линейка, к которой прижимается раскраиваемый материал во время пиления. На линейке предусмотрен упор для отпиливания партии заготовок «в размер». Положение упора фиксируется винтовым зажимом. Винт предназначен для регулирования положения суппорта по высоте, т.е для регулирования высоты пилы над столом станка. Применительно к пиле это делается для обеспечения оптимальных условий резания и смены инструмента, которая производится при нижнем положении шпинделя. Винт входит в зацепление с гайкой рычагов суппорта. Вращением винта с помощью маховичка, расположенного на задней стенке станка, производят поворот рычагов и, соответственно, подъем или опускание суппорта (инструмента).
Работа станка Ц6-2Включением вводного переключателя на боковой стенке электрошкафа подается питание на силовые цепи и цепи управления, при этом должна загораться сигнальная лампа. В зависимости от предполагаемого вида работ заранее должны быть установлены инструмент и направляющие приспособления, должны быть отрегулированы упоры и направляющая линейка. При выполнении продольнопильных операций на направляющую линейку должны быть установлены соответствующие деревянные накладки. Если будет производиться поперечный раскрой или раскрой листовых материалов – необходимо убрать расклинивающий нож. При продольном раскрое коротких заготовок необходимо подготовить доталкиватель. Воздействием на кнопку «Пуск» включают привод станка и подают вручную подготовленный к обработке материал на вращающийся инструмент. Если материал крупногабаритный, то с другой стороны станка его должен поддерживать второй станочник. Порядок работы на станкеПодготовка к первоначальному пуску и первоначальный пуск станка:
Для первоначального пуска станка необходимо:
ВНИМАНИЕ : Станок оснащен динамическим торможением привода шпинделя. Частые пуски и торможения приводят к перегреву обмоток двигателя. Не злоупотребляйте частым отключением станка. Допустимая частота торможения станка – не чаще одного раза в 10 минут и не более 6 циклов в 1 час. Убедившись в нормальной работе станка на холостом ходу, приступают к настройке его для работы. Настройка станка на выполнение определенной технологической операцииНа станке выполняются следующие настроечные операции:
ВНИМАНИЕ : При продольном раскрое пиломатериалов, с использованием боковой направляющей линейки для базирования материала, на линейке должна быть укреплена накладка (см. рис.7); Работа на станке Ц6-2Работа на станке включает следующие операции: подача заготовок на станок и прием из станка обработанных заготовок. Все виды продольного раскроя должны выполняться двумя станочниками: один подает, а другой принимает полученные заготовки и в случае необходимости возвращает левую недораскроенную часть станочнику на повторную обработку. ВНИМАНИЕ: Короткие заготовки длиной менее 600 мм обрабатываются обязательно с применением доталкивателя (см. рис.8а). Поперечный раскрой заготовок до 12 кг и длиной до 1500 мм может выполняться одним станочником. Заготовки больших размеров обрабатываются с помощником. Короткие обрезки, получающиеся при торцовке «в размер» по заднему упору, и короткие детали убираются со стола станка с использованием доталкивателя (рис.8б) При продольном раскрое пиломатериалов за пильным диском должен обязательно устанавливаться расклинивающий нож толщиной 4,5 мм симметрично относительно ширины пропила. В случае нарушения симметричности взаимного положения пилы и ножа его необходимо отрегулировать с помощью гаек. ВНИМАНИЕ: Поперечный раскрой с расклинивающим ножом недопустим! Смена инструментаСмена инструмента производится при нижнем положении суппорта через переднюю дверку при крайнем правом (исходном) положении каретки. Для смены инструмента необходимо пользоваться двумя ключами. Схема электрическая принципиальная круглопильного универсального станка Ц6-2(К)
Электрооборудование станка Ц6-2(К). Общие сведенияЭлектрооборудование станка Ц6-2(К) представлено на схеме электрической принципиальной (рис.3), схеме соединений (рис.4). Перечень элементов к схеме (рис.3) приведен в табл.5. Электрооборудование станка предназначено для подключения к сети трехфазного переменного тока напряжением 380 В, частотой 50 Гц и обеспечивает возможность его эксплуатации в пожароопасных зонах класса П II в соответствии с классификацией «Правил устройства электроустановок» ПУЭ. Защита силовых цепей от токов короткого замыкания, электродвигателя М от длительных перегрузок осуществляется автоматическим выключателем QF1, цепей управления и сигнализации – предохранителем FU1…FU4, от длительных перегрузок электродвигателя – тепловым расцепителем автоматического выключателя QF1. Управление работой станка осуществляется от кнопок SB1 и SB2, расположенных на кронштейне ограждения. Электроаппаратура управления размещается в электрошкафу, расположенном на боковой стенке станка. Схемой предусмотрено электродинамическое торможение двигателя М после его выключения. Двигатель должен затормаживаться не более чем за 6 секунд. Допустимая частота торможения станка – не чаще одного раза в 10 минут и не более 6 циклов в 1 час. Пуск станка в работуПеред пуском станка необходимо внешним осмотром проверить качество монтажа и надежность цепей заземления. Включить вводный выключатель SA, при этом загорается лампа HL, сигнализирующая о подаче напряжения в схему станка. Нажатием на кнопку SB2 (5-6) включить вращение электродвигателя М. Останов с торможением происходит от нажатия на кнопку SB1 (4-5). Блокировки станка Ц6-2(К)Электрическая схема станка обеспечивает следующие блокировки:
Требования безопасностиПри установке станок должен быть надёжно заземлён согласно действующим правилам и нормам. Для этого контактный зажим наружного защитного контура необходимо соединить с цеховым заземляющим контуром. Кроме этого на станине станка предусмотрен болт заземления. При эксплуатации станка необходимо периодически проверять состояние электроаппаратуры, обращая особое внимание на состояние контактов, а также систематически проводить технические осмотры и профилактические ремонты электродвигателей. Периодичность техосмотров устанавливается в зависимости от производственных условий, но не реже одного раза в два месяца. При этом электродвигатель очищается от загрязнений, проверяется надёжность заземления и соединений. Периодичность профилактических ремонтов устанавливается не реже одного раза в год. Во время профилактических ремонтов производится разборка и внутренняя чистка электродвигателя, оценка состояния подшипников. Смазка в подшипники заложена на весь период работы подшипников и рассчитана не менее, чем на 12000 часов работы. ВНИМАНИЕ: При ремонте электрооборудования вводный выключатель SA должен быть обязательно отключен. Технические характеристики круглопильного универсального станка Ц6-2
|





| Читайте: |
|---|
Популярное:

Новое
- Фотограф Всеволод Тарасевич: сумасшедшая жизнь от «Формирования интеллекта» и до «Края земли
- Требуется продавец-консультант?
- «Полная неожиданность»: в России рухнули продажи электроники
- На слонимщине перерисовали соломенные фигуры, так как они уж очень напоминали известных людей беларуси
- Трудовая мотивация и удовлетворенность трудом Похожие работы на - Профессиональное удовлетворение работой разными поколениями сотрудн
- Как получить грант на начало бизнеса, руководство от первого лица
- Разделение рабочего времени на части
- Презентация на английском языке И
- Как формировать профили должностей для поиска ценных сотрудников?
- Рабочее время в нестандартных ситуациях По пятницу с 9 00




