Artificial stone has been known since time immemorial: ordinary brick and hardened lime mortar are also artificial stones. But only today artificial stone is recognized as the No. 1 material for interior decoration and amateur landscape design. The reason is that using modern materials and technologies, you can make an artificial stone with your own hands. At least some of its varieties, because. There are many types of artificial stone.
What for?
Natural stone is an expensive and, oddly enough, capricious material. Take a look at the picture. The traditional Japanese tobiishi garden and the equally traditional European rock garden cost more than the villa shown on the left. For tobiishi, blocks must be selected in accordance with the sacred requirements of Zen, and slate slabs for rock gardens must be selected according to design conditions. And the stone is suitable only from certain deposits, already according to the requirements of strength and durability. And you need to bring it so that on the way it does not turn into rubble.
Sawn or chipped finishing stone is cheaper, although still very expensive. And the work on it is expensive: not tiles, each one needs to be tried on and selected in place. And heavily loads the wall or ceiling - heavy. You can’t prick and file with thin layers - it will crack, brittle.
Artificial stone in terms of mechanical properties and durability can surpass wild natural stone and certainly is not inferior to it even made at home. In addition, it has important advantages:
It can be made with thin tiles, which reduces the weight of the object several times without loss of strength.
With the richness or uniqueness of colors and surface textures, it can be made in a standard shape and size in plan or shaped exactly in place.
Can be produced on site, eliminating shipping waste.
Can be produced immediately smooth to a high gloss, eliminating the cost of sawing, sanding and polishing.
It can be made of irregular shape, completely imitating a rubble stone, but of a predetermined size and configuration.
Additionally:
imitation of stone with the help of polymer binders (see below) gives thermoplastic products, which, after manufacturing, can be bent, molded, and connected to each other without seams.
What is he good for?
There are countless types of artificial stone products. They are lined with walls, internal and external, decorative elements for interior and furniture, kitchen sinks, window sills, countertops and entire furniture are made from it, see fig. In the latter case, the thermoplasticity of a polymeric artificial stone is used.
In addition, figurines, trinkets, souvenirs can be made from it at home. There are technologies that allow you to get the effects of a tiger, cat and snake eye. There are craftsmen who make netsuke from artificial stone, which Japanese experts do not immediately distinguish from real ones. But all this already belongs to the field of jewelry, but you can get the hang of making an artificial decorative stone with your own hands, unusually similar to labradorite, pink eagle or serpentinite. Danila, the master of the 21st century, seems to have not yet reached charoite with malachite, but, bearing in mind the possibilities of the material, this will come with time.
Types of decorative artificial stone
According to the source materials and manufacturing methods, artificial stone is divided into the following types:
Ceramic- during the manufacturing process, it is fired in a certain temperature regime. Production requires large areas, trained personnel and significant energy consumption.
Gypsum molded (cast)- production is possible at home at minimal cost, but is suitable only for interior decoration, because not cold hardy. The minimum temperature in the production room is +18 degrees Celsius.
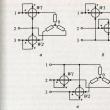
Concrete (cement-sand) molded, on the left in Fig. - at cost, it is somewhat more expensive than gypsum, because the resource of the mold for concrete is less, but it is also suitable for production at home or in a small utility room. It is frost-resistant, production is possible at +12 Celsius and above.
Concrete reinforced freeform (monumental)- is made piece by piece, most often at the place of use. The method of free molding makes artificial boulders, cobblestones, natural-looking slabs.
Hot cured mineral-filled polyester(in the center in the figure) - in terms of decorative and mechanical qualities, it can surpass natural analogues, but the compound hardens at an elevated temperature in a vacuum, therefore it is unsuitable for home or small-scale production.
Cast acrylic cold curing- suitable for home-made under the same conditions as gypsum. If hardening is carried out on a vibrating stand (see below), in terms of the combination of qualities it approaches a hot curing stone. Thermoplastic at 175-210 degrees, allows additional molding after casting without loss of quality of the finished product.
Liquid artificial stone prepared on a gel acrylic binder - gelcoat (gel coat, gel coating). In terms of mechanical properties, it is somewhat inferior to cast, because. a smaller proportion of mineral filler can be introduced into the gel, but at home, spatial products of complex configuration can be formed on the gelcoat.
About acrylic stone
The main advantages of acrylic stone are the complete absence of pores and chemical resistance. In everyday life, this provides excellent sanitation and hygiene: the moisture absorption of acrylic stone is about 0.02% by weight; for comparison, granite - 0.33% and marble - 0.55%. Acrylic stone can be washed with any household detergent.
The second, already decorative advantage is the combination of toughness with strength, which is more characteristic of plastics than of mineral materials, which makes it possible to make stone wallpapers. Industrially manufactured acrylic stone slabs are 6, 9 and 12 mm thick, but this is due to its subsequent transportation. For on-site use, acrylic stone can be made into sheets 3-4 mm thick. Of course, such sheets require very careful handling, but if a suitable shape is available, they can be made to the full height of the wall.
And, finally, decorative artificial stone on an acrylic binder has a low thermal conductivity combined with a high heat capacity. This gives a feeling of living warmth when touched, to the point that you can sit naked in an unheated empty bath of liquid stone without feeling discomfort.
About quartz artificial stone
Among the liquid stone of hot curing, quartz artificial stone stands out (on the right in the figure with stone samples) - ground veined quartz (filler) with a binder of polyester resin PMMM (polymethyl methacrylate). Its thermal strength is limited to 140 degrees, but in terms of mechanical properties and durability, it surpasses the best of natural stones. Let's give some data for comparison; in brackets through a fraction are the values for rapakivi granite and marble:
Impact resistance DIN, cm - 135 (63/29).
Bending strength, kg / sq. cm - 515 (134/60).
Compressive strength, kg / sq. cm - 2200 (1930/2161).
The same, after 25 cycles of "thermal swings" from -50 to +50 Celsius - 2082 (1912/2082).
Note:
rapakivi granite or eyed granite is a particularly high-quality variety from the deposits of Fennoscandia. Rapakivi finished off some metro stations in St. Petersburg.
Equipment and materials
For the manufacture of cast artificial stone, in addition to free-molding stones (liquid and monumental), specific materials and equipment are required:
Vibration stand.
Models for making casting molds (if no ready-made molds are used).
Separating composition - they cover both the model during the manufacture of the mold and the mold before casting the product so that they do not stick to each other.
foundry molds.
Casting mixtures - compounds.
Pigments.
Sand tray-cushion for homemade silicone molds.
Thermal gun - for final molding and welding of acrylic stone parts.
Note:
products made of liquid stone are not subject to vibration treatment during curing, even if they are placed on a vibrating stand, they will spread.
vibrostand
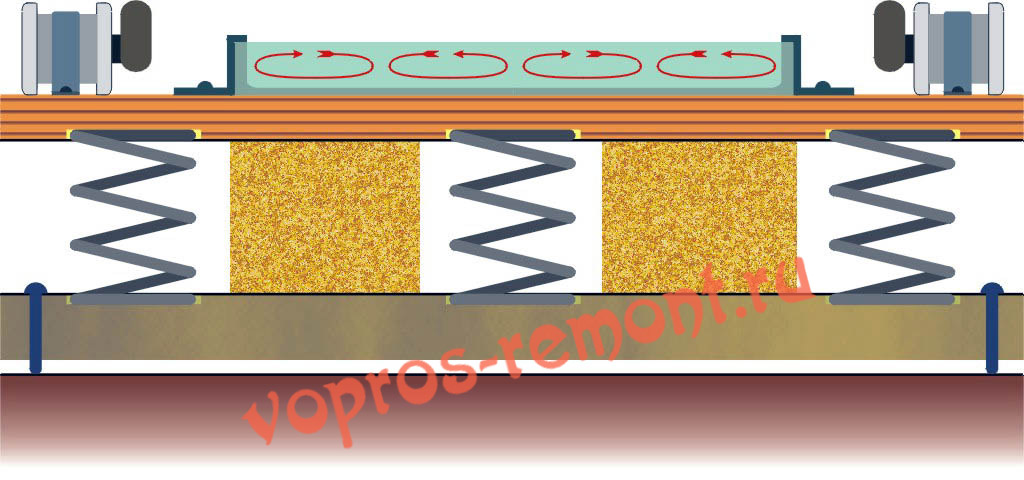
The vibrating stand is the heart of the entire process of making decorative stone and a guarantee of the quality of the final product. Its design, which ensures curing with proper homogeneity (homogeneity) of the mixture, is shown in the figure. Such a stand is easy to make yourself. The main principle is that the vibrations of the stand platform should occur mainly in the horizontal plane. Under the condition of vibration processing, it is possible to independently manufacture artificial stone, comparable in quality to industrial stone.
Note:
advice to carry out vibration curing by shaking, moving or twitching the mold manually comes from people who have no idea about the physical chemistry of hardening compounds for artificial stone.
Any low-power electric motors are used as vibrators; their total power is 30-50 W per 1 sq. m of stand platform area. It is advisable to put at least two motors at the corners of the platform, and preferably 4. If one is used, then it is better to place it in the center of the platform, and put pallets with molds on the sides. The motors are powered through a rheostat or a thyristor regulator; this is necessary to adjust the vibration strength, see below.
Eccentrics are mounted on the motor shafts. It is not necessary to make turned ones; U-shaped bent pieces of a bar or strips tightened with screws are quite suitable. The rotation speed of the motors is 600-3000 rpm. A lower speed will cause the mixture to separate, and a higher speed will not give the vibration of the desired strength. Vibrators are tightly, without any gaskets, attracted to the platform with steel bands and screws or self-tapping screws.
The platform is made of dense layered material 8-20 mm thick: good plywood, fiberglass, getinaks. Its layering is important: the mechanical vibrations in the platform should be more or less free to propagate in the horizontal direction and quickly decay vertically. The pallet with forms is fixed on the platform with brackets on screws or self-tapping screws.
The springs must be the same and sufficiently rigid: under the weight of the platform in full load, they must be compressed by no more than 1/5 of their length. In addition, the springs must be wide so that they do not noticeably flex in the vertical plane under the weight of a fully loaded platform.
The mechanical characteristic of the springs is linear, i.e. they must be cylindrical from a wire of uniform cross section. Any progressive springs, in particular furniture springs, are unsuitable. The spring installation step is 300-600 mm along the length and width of the platform, i.e. 9 springs are needed for a 1x1 m platform. Holes or annular grooves must be selected in the platform and chassis (base) of the stand for the ends of the springs, otherwise the platform will slip.
It is better to make the stand chassis wooden, in order to absorb the same overtones; metal can ring. It is installed on the support (table) on the adjusting screws - the horizontalness of the platform must be maintained exactly.
Stand adjustment
For adjustment, the stand with the vibrators turned off is fully loaded: a pallet with filled forms is placed on it and fixed. In order not to waste the working mixture in vain, the models according to which they were made are placed in the weight molds.
Then, with a bubble level, the levelness of the platform is adjusted and set with the adjusting screws of the chassis. After that, an ordinary faience saucer with a ball from a bearing with a diameter of 5-6 mm is placed directly on the molds, the vibrator regulator is brought to a minimum and turned on.
By smoothly adding power, they make the ball start bouncing on the saucer, and then carefully slow it down until it starts again just running around the saucer and ringing from time to time. This completes the setup of the stand.
Notes:
When switching to another type of product, the stand must be adjusted again, both in horizontal and in vibration strength.
The orientation of the eccentrics on the motor shafts does not matter much; vibrators only bring the platform-spring-dampers system into resonance. To facilitate adjustments, you can turn on the vibrators at full power with an empty platform, turn them off, notice in what position the eccentrics have stopped, and rearrange them uniformly, but this is for those who like to tinker with trifles.
Video: making decorative stone from cement using a vibrating stand
Models
As models for casting molds, ready-made decorative stones of industrial production or suitable natural ones are usually used. In both cases, the set of sizes, shapes and reliefs of the final product is limited. Meanwhile, almost everywhere, literally under your feet, there is an excellent material for making your own unique models: simple ravine clay. No permission is required for its use in moderation; ravine clay is not considered a mineral, tk. not suitable for pottery and construction. But it's good for models.
Analyzes for fat content, adhesion, organic impurities, etc. also not needed, just kneaded and molded. For three-dimensional models, the clay is kneaded thickly, to the consistency of plasticine. So that the model does not crack during drying, it is molded on a block from waste wood, foam plastic, packaging cardboard, pieces of plastic bottles, etc. The block is brought down with plasticine to such an extent that the clay layer is no thicker than 6-12 mm.
For the manufacture of models of facing tiles of a certain size, a lattice is made of strips of thin, smooth plastic. It is undesirable to use metal: it can rust or catch on a burr. What should be the height of the grid? Two cases are possible here:
6-12 mm for gypsum and concrete stone and from 3 mm for acrylic - under liquid clay without modeling.
20-40 mm for thick clay with stucco.
In both cases, an even shield is covered with plastic wrap, a grate is placed on it and its cells are filled with clay. The shield must be placed in advance in a place protected from direct sunlight, otherwise the models will crack during drying. Next to the grate, a lump of clay mortar is “blurted” to control drying.
Clay is poured into a low grate to the top and left to dry as is. Upon drying, each tile itself will acquire a natural, unique relief. In a high lattice, thick clay is applied with a layer of thickness under the final material (see above) and the desired relief is formed manually. You can make inscriptions, bas-reliefs, hieroglyphs, magic signs, etc.
Dry the models under a canopy in the shade in a light draft. Drying takes 2-5 days depending on the weather. It can be accelerated by hanging at least 2 m above the models an infrared lamp of 100-200 W or an electric fireplace (not oil convection!), Turned on through a powerful diode to work at half power. Drying is followed by a control lump: if its underside is dry and does not wrinkle under the fingers, you can make forms.
Forms
Molds for artificial stone are mainly used in the following types:
One-time clay on lost wax model - for sculpting and artistic casting.
Polyurethane industrial production (in the figure on the left) - for small-scale production; cost money but are durable.
Silicone homemade (on the right in the figure) - for home craftsmanship or piece production. Resource - up to several dozen castings.
To make a silicone mold, a model, or a set of models for tiles, is laid out on a flat, stable surface covered with polyethylene and surrounded by a rim 10-20 mm above the tops of the models. Models and the inside of the side are lubricated with grease: grease, cyatim, shaktol. The shield with the molds is set horizontally in level so that the top surface of the silicone (which will then be the bottom of the mold) is also horizontal.
You need acidic silicone, the cheap one, which smells like vinegar with might and main. Silicone from the tube is squeezed out onto the model in a spiral from the center to the edges and to the side until the cell is filled. To avoid bubbles, the silicone is dispersed with a flute brush, each time dipping it into a foamy solution of any liquid dish detergent. Soap solution is not suitable, it has an alkaline reaction, which can ruin acidic silicone. After filling the cell with the model, the silicone surface is smoothed with a spatula, also wetting it in detergent.
Dry the form in the same way as clay, but without infrared illumination, otherwise bubbles will go. But airing significantly speeds up drying. The drying rate of silicone is about 2 mm/day. To control drying, you can put a ring (a piece of pipe) next to the molds and fill it with silicone. You need to dry until completely dry.
Video: homemade molds for artificial stone
foundry mixtures
gypsum stone
The mixture for gypsum stone is prepared in small portions for one or several products; its survivability is up to 10 minutes. It is desirable to pour the mixture into the mold within 3-4 minutes from the start of the batch. Composition:
Gypsum;
Citric acid - 0.3% by weight of gypsum, to slow down hardening;
Water - 0.8-0.9 by volume from gypsum for the starting layer and 0.6 from the volume of gypsum for the bulk;
Pigment - 2-6% by weight of gypsum, depending on the color, selected on test samples.
concrete stone
The base is a cement-sand mortar, but the ratio of the components is the opposite of the building one: for 3 parts of cement, 1 part of sand. The proportion of the pigment is the same as for gypsum. Polymer additives are allowed. Read more about making concrete with your own hands.
cast acrylic stone
Acrylic stone is made on the basis of acrylic resin with a hardener. Permissible proportion of mineral filler, including pigment - 3:1 based on the finished mixture; the proportion of pigment (the same 2-6%) is calculated by weight from the filler.
For example, according to the instructions, the resin with the hardener must be mixed 5:1; this will give 25% of the weight of the compound. 75% remains on the filler with pigment. Let's say the pigment according to the results of the test requires 4%. Then the final composition will be as follows: resin - 20%; hardener - 5%; filler - 71% and pigment - 4%.
That is, we calculate the composition of the compound from the binder - resin with a hardener. Reducing the proportion of filler improves the thermoplasticity of the product and its elasticity, but reduces the mechanical strength. As a filler, stone chips, gravel, screenings are taken. The filler must be washed with dishwashing detergent, ignited and rinsed again with clean water.
First, the pigment is introduced into the filler, then the resin is mixed with the hardener, the filler is introduced with the pigment and mixed. The viability of the mixture from the introduction of the hardener into the resin is 15-20 minutes; setting time - 30-40 minutes; time of readiness for use - days.
liquid stone
Materials for liquid stone are quite expensive, so two compositions are used: front and primer. They differ in the composition and proportion of the filler. Priming composition, in the order of introduction of the components:
Gelcoat - 20%.
Microcalcite - 73%.
Hardener - 1%.
Accelerator - 6%.
The front composition is 40% gelcoat, hardener with an accelerator as for the primer; the rest is filler with pigment. Pot life, setting and readiness times are the same as for acrylic stone.
Pigments
Pigments for artificial stone are used dry powder, paste and liquid, mineral and synthetic. Pigment powder is introduced into dry filler or gypsum; liquid pigment is introduced into the batch. With the help of a pigment paste, you can achieve a spotty or striped color of the stone. To do this, it is injected with a syringe into the batch just before the very end of the kneading.
Separators
Separating compositions for different types of artificial stone are used different:
For gypsum - a solution of wax in turpentine 1: 7. Wax shavings are added in small portions with stirring to turpentine, heated in a water bath to 50-60 degrees.
For concrete - greases, as for clay forms.
For acrylic cast - a solution of stearin in styrene 1:10; in extreme cases - high-quality grease (cyatim, fiol).
For liquid stone - stearin in styrene in the specified proportion.
sand cushion
A voluminous silicone mold can be torn apart by vibration and heating of a hardening gypsum or acrylic compound, so before casting it is deepened into clean, dry fine sand poured on a pallet by 2/3 or 3/4. The horizontality of the mouth of the form is checked with a level.
Thermal gun
A thermal gun is something like a miniature building hair dryer that gives a thin strong jet of hot air. In addition to welding finished acrylic stone parts, it is convenient to assemble plastic frames when making silicone molds.
Casting
The complete technology of casting liquid stone involves the starting and basic stages. Accordingly, for the sake of economy and quality, a starting (front) and base mixture is prepared. If small flat forms are filled without relief on the surface, then facial mixtures are used immediately.
The starting mixture is liquid, well enveloping the surface of the mold, with decorative filler and pigment. It is applied with a brush. Gypsum and cement with sand for starting are diluted liquidly; in the acrylic mixture, the proportion of filler with pigment is reduced to 60-50%, respectively, increasing the proportion of resin with hardener.
The base composition is added to the form after setting the starting one. Filler for acrylic take microcalcite without pigment; it will give a good background against which the decorative virtues of the facial filler will appear. The base gypsum is kneaded until the density of sour cream.
When pouring concrete, the basic pouring is done in two stages: having filled the mold to half, a plastic reinforcing mesh is applied that does not reach the edge of the mold, then it is topped up to the edge. The base fill is smoothed flush with the edge of the mold with a spatula. When pouring with acrylic, the spatula must be clean, grease-free, polished metal.
At the beginning of setting, grooves are drawn along the surface of the casting (which will be the bottom of the product) for better adhesion to the binder at. For the duration of all operations with the casting, the vibrating stand is turned off. Gypsum cast stone is treated with vegetable oil heated in a water bath to increase durability after being removed from the mold.
Video: simple production of artificial stone - from mixture to finished material
Part 1
Part 2
Molding liquid stone
Liquid stone products are made by spraying or enveloping, direct or reverse. When applied directly, the base of wood, fiberboard, chipboard, MDF is first covered with a primer with a layer of 3-4 mm, and then a decorative layer is applied. It's simple, but the surface of the product comes out rough due to protruding filler granules, which requires laborious grinding and polishing.
The reverse method is more technologically advanced: with a bowl for washing, it can be made by him independently in 2-4 hours, and if ready-made matrices are available, mass production is possible. With the reverse method, the matrix, the reverse of the product, is covered with a separator, a compound is applied, a wood base board is applied and pressed down with weights. If the inner surface of the matrix is \u200b\u200bmirror-smooth, then the tabletop will also be the same without additional processing.
monumental molding
Boulders, blocks, flagstone are molded from a concrete composition on a block covered with pieces of a thin flexible reinforcing mesh on wire clips. First prepare a very dry, with a minimum amount of water, a solution without pigment. Cakes from it are wrapped around a blockhead so that their edges touch. After the base has set, but while it is still wet, a working solution of normal consistency is prepared with pigment, and the product is brought to shape with it. From rain for a period of complete solidification (40 days) they are covered with a canopy of film.
Stonehenge in the garden
A landscape artificial stone should have an ancient look; for this, it is aged a day or two after setting:
They rub the whole, more sunny side, with ocher with an admixture of gas soot; soot as a pigment is commercially available. This will give the appearance of a weathering crust.






 A landscape artificial stone should have an ancient look; for this, it is aged a day or two after setting:
A landscape artificial stone should have an ancient look; for this, it is aged a day or two after setting: